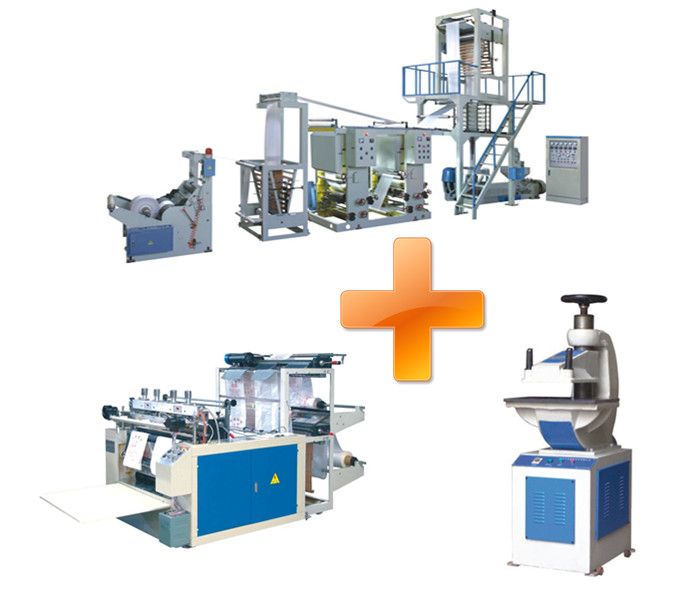
1. 聚丙烯薄膜擠出吹塑成型生產工藝順序是:原料→擠出塑化→成型膜坯管→吹脹成膜泡→冷卻定型(風冷和水冷)→牽引(除濕干燥)→電暈處理→收卷。工序中的電暈處理可按膜的應用需要來決定是否采用。
2. 聚丙烯吹塑薄膜的擠出成型,擠出機的機簡前一段都要加過濾網和多孔板。過濾網為80/100/100/80目四層。擠出成型微薄膜時中間過濾網目數為120目。
3. 采用下吹法成型聚丙烯薄膜時的口模間隙應控制在0.8-1.2㎜范圍內,注意口模唇圓周間隙要均勻。
4. 吹脹膜坯用氣壓力控制應穩定,膜坯吹脹成膜泡的吹脹比應不超過2;牽伸比(牽引膜泡的速度和膜坯從模具口擠出速度之比)控制在2-3之間。
5. 注意膜泡冷卻定型用水環中冷卻水流量控制要均衡,水溫控制要穩定,一般水溫控制在15-20℃范圍內。水溫偏高,會影響薄膜的透明度;水溫偏低,薄膜發黏。
6. 成品模卷取方式選擇要注意制品在24h的尺寸收縮變化對制品外觀質量的影響。
表5-22列出PP薄膜折徑與口模直徑和吹脹比的關系,可供應用時參考。
| |||||||
 中文版
中文版